![]()
Founded by Max Farndale 1947 - 2018
![]()

Take advantage of the added features in a specialized AutoCAD version at the same price as AutoCAD.
Buy direct from NZ based Autodesk Reseller CADPRO Systems by following this link:
http://www.cadpro.co.nz/events/promotions/autodesk-promo/
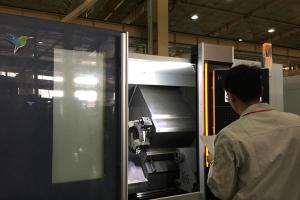
A worker checks on an i5 series model at the factory of Shenyang Machine Tool Company in Shenyang, Northeast China's Liaoning province, Jan 11, 2016. [Photo by Dai Tian/chinadaily.com.cn]
The company had everything an employee could wish for: A generous pay package, job security, excellent perks and a brand name that made it easy to get girlfriends.
The life at Shenyang Machine Tool Company (SMTCL), the country's biggest manufacturer of numerical controlled machine tools and machinery equipment, is a bit different now.
The Shenyang-based company in Northeast China's Liaoning province has gone through many twists and turns: From the first company in the nation to produce machine tool to becoming the number one machine-tool maker by sales in the world by 2011 to drop in sales.
Whereonce SMTCL, just like rest of the Northeast,grew at an astonishing pace, its bottom line took a hit with the development of market economy and China opening itself up to foreign investment and technologies.
A study by Lu Feng, professor at the School of Government, Peking University, said the number of employees dropped from 27,000 to 11,000 without any new workers joining between 1993 and 2002, according to a report carried earlier by China Daily.The labor force now stands at 14,000.
After the central government launched a major push to revitalize the Northeast, SMTC's sales revenue reached 18 billion yuan ($2.7 billion) in 2011. It topped the global industry in revenue for three straight years.
This fast-paced expansion, however, came at a price. SMTCL, famous for producing precision tools, began making mid- and low-end products that generated little revenue.
It knew it had to chart a new course to maintain its dominant position – and so it got down to work. It carried out massive restructuring in all areas – organizational, operational and technological, brought in experts from abroad, turned focus on innovation and started thinking out of the box.
The world's first integrated smart machine toolmaker, i5M8, manufactured by the company is a good example of its innovative approach. First launched in 2007, the i5 series broke the dominance of foreign companies and showed that Chinese firms were also capable of producing numerical controlled machine tools.
That was just a first step. In a move that was a complete break from its past practice, SMTCL decided to rent out the tool instead of just selling it. Any firm that wanted to use it could simply rent it. This step proved an ideal match for the country's entrepreneurship drive, as the company saw 17,000 lease orders by the end of last year.
With this decision, the decades-old company successfully transitioned from manufacturing to becoming a service provider. To complete the cycle, SMTCL then launched its own leasing unit to provide intelligent machine tools for use by other entities.
Only time will tell how successful the company will be in turning around its fortune, but it's a good start.
| A ChinaDaily release | January 12, 2017 |

The significant labour costs and geographic isolation of the New Zealand manufacturing industry has meant that in order to compete with international players, local manufacturers must look to innovate with new technologies and automate their production processes.To compete with global manufacturing hubs, leading Auckland-based injection moulding company, TCI New Zealand (TCI) were looking for an automated solution that would offer a more cost-effective means of producing its customers’ products. TCI found the solution in Universal Robots (UR) - a global developer and manufacturer of six-axis industrial robots. TCI has now deployed two of Universal’s industrial robotic arms: the UR3 and UR5, to perform labelling and assembly tasks for the company’s EasiYo Yoghurt Maker line, as well as its storage bins.
With a UR robot assisting, several key processes in the manufacture of these products have been automated, relieving employees of repetitive assembly processes and ensuring smooth production flow. The UR3 was the first machine implemented by TCI, with the costs of the robot recouped six months after it was first purchased. Satisfied with this return on investment, TCI then decided to purchase the UR5, with the payback period expected to be under 12 months.
Finding a solutionTCI is one of the largest privately-owned plastic injection moulding companies in New Zealand, based in Avondale, Auckland. For more than 20 years, TCI has manufactured a vast array of products, including building products, components used in instrumentation, navigation, rescue and communications, as well as a range of retail products including homewares, garden products and outdoor furniture for companies across New Zealand and the rest of the world.
“Previously we were paying two employees to work in 12 hour shifts to ensure around-the-clock production of our EasiYo Yoghurt Maker,” said Quintin Fowler, Manager Director at TCI. “If one employee didn’t turn up for work it meant the entire production line would be halted. This wasn’t really financially sustainable for us so we were looking for an automated solution that would guarantee quality assurance and help us to reduce costs.”
During its search for an automation solution, TCI came across UR’s technology at a trade show and made contact via Design Energy, its New Zealand distributor.
“We developed the layout for the production cell and designed and built an appropriate gripper unit for each of the applications,” said Mike Shatford, Managing Director at Design Energy. “TCI then manufactured the machine frames and mounted the various operating units in the relativities we had laid out. Once the machines were completed our technician spent time at TCI writing the robot programs and getting each cell operating to the customers’ requirements.”
“Design Energy were fantastic,” said Fowler. “We were initially considering an off-the-shelf robot from overseas, but I’m glad we were able to find a customisable solution.”
Robots in actionThe UR3 is a compact table-top robot that weighs just 11kg and is capable of handling payloads up to 3kg. The robot has a reach radius of up to 500mm and features 360-degree rotation on all wrist joints and infinite rotation on the end joint. It is ideal for manufacturers such as TCI that have limited factory floor space and a number of intricate processes.
TCI uses the UR3 to help label and place rubber feet on its EasiYo Yoghurt Makers. After a product is moulded, the UR3 aligns and passes the product though a label printer, then it adheres the label to the base of the product. The UR3 then inverts and places the product onto a mandrel, then picks up rubber feet from a bowl feeder and places them on the base of the product.
A pneumatic press is then activated, which presses the feet firmly on the product. The UR3 picks up the finished assembly and places it on a conveyer belt for delivery to the next process. The UR3’s controller provides control for all ancillary equipment including the label printer, bowl feeder, pneumatic press and conveyor.
The success of UR3 gave TCI the confidence to implement a UR5 robot to help assemble several different sizes of storage bins, from 40L up to 112L. The UR5 helps manufacturers automate repetitive and dangerous tasks with payloads up to 5kg and a reach radius of up to 850mm. The UR5 is suitable for collaborative processes such as picking, placing and testing.
“We use the UR5 to put wheels on storage bins and we programmed the robots to be able to place wheels on multiple sized storage bins,” said Fowler. “The robots are so easy-to-program that we can quickly change from one size to the next by pressing just a few buttons.”
Flexible, easy to program and safe to use“Both the UR3 and UR5 went beyond our expectations in what we were looking for in a robot,” Fowler noted. “These robots have the ability to perform the tasks that we need without being overly expensive or difficult to program. They also offered a quick return on our investment.
“UR’s robots can easily move around and fold over on themselves in very tight spaces. The robot can also operate safely alongside our staff without the need for guarding.”
All UR robots can be completely reprogrammed and deployed for other tasks in a matter of minutes. A graphical user interface with a teach function enables an operator to simply grab the robot arm and show it how a movement should be performed. The user-friendly interface then allows staff to drag and drop the routines to do their programming.
“The UR3 and UR5 are very flexible robots. They are very easy to reprogram, which is why we use the UR5 to help assemble all of our storage bins. The robot can be reset to perform different jobs depending on the size of the bin,” said Fowler.
In contrast to traditional industrial robots in the market, UR’s small and lightweight robotic arms are able to work safely alongside staff (subject to prior risk assessment). The robots’ state-of-the-art force limit safety feature automatically stops the robot from operating when its movement is obstructed. The robot will not exert a force greater than the limit specified in the adjustable safety settings.
“One thing I loved about UR was that we didn’t have to worry about guarding,” said Fowler. “Whereas a lot of the other robots in the market guarding was an issue because you’d have to use safety barriers for all the machines which just complicates the situation.”
The pay-offAccording to TCI, the company has been able to significantly reduce expenditure by using robots at a time when labour costs can be 10 to 20 times higher that of other overseas markets.
“We paid off the UR3 within six months, which means we can reinvest in further product development and innovation,” said Fowler. “We also saved around 75% on yearly product assembly labour costs for the UR3 and UR5.”
When asked what appealed to him the most about the UR3 and UR5 robots, Fowler pointed to their simple programming and consistency.
“The robots are easy to set up and reprogramming can take just a few minutes. However one of the biggest selling points for us is having that guarantee that the robots aren’t going to call in sick – production can go on 24/7 without us worrying about human related factors that might stop production.”
| An AMTIL release | January 11,2017 |

Special guests have always been a part of the AMCN Island Classic fabric, and the 2017 event at Phillip Island from January 27-29 will be no different with two stars of the race track making their way across from New Zealand – the awesome home-built Britten V1000 and now retired racer Andrew Stroud.
The just turned 49-year-old Stroud, a nine-time NZ superbike champion, enjoyed a huge amount of success with the V1000 during the 1990s in New Zealand, Australia, America and Europe, with the summit reached in 1995 when ‘Team New Zealand’ won the inaugural World BEARS (British European American Racing Series) event.
The BEARS win came just three weeks before the impossibly gifted John Britten, who designed and constructed the V1000 in his home workshop, passed away at the age of 42.
Just 10 V1000s were manufactured, with three remaining in New Zealand. The V1000 that Stroud will perform demonstration laps on at the Phillip Island Grand Prix Circuit from January 27-29 is the same one that he raced at the Assen BEARS race in 1995. It’s owned by New Zealander Kevin Grant.
| Continue to full article on MCNews | January 11, 2017 |
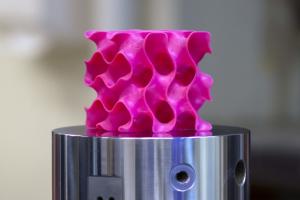
Porous, 3-D forms of graphene developed at MIT (Massachusetts Institute of Technology) can be 10 times as strong as steel but much lighter.
A team of researchers at MIT has designed one of the strongest lightweight materials known, by compressing and fusing flakes of graphene, a two-dimensional form of carbon. The new material, a sponge-like configuration with a density of just 5 percent, can have a strength 10 times that of steel.
In its two-dimensional form, graphene is thought to be the strongest of all known materials. But researchers until now have had a hard time translating that two-dimensional strength into useful three-dimensional materials.
The new findings show that the crucial aspect of the new 3-D forms has more to do with their unusual geometrical configuration than with the material itself, which suggests that similar strong, lightweight materials could be made from a variety of materials by creating similar geometric features.
The findings are being reported today in the journal Science Advances, in a paper by Markus Buehler, the head of MIT’s Department of Civil and Environmental Engineering (CEE) and the McAfee Professor of Engineering; Zhao Qin, a CEE research scientist; Gang Seob Jung, a graduate student; and Min Jeong Kang MEng ’16, a recent graduate.
A team of MIT engineers has successfully designed a new 3-D material with five percent the density of steel and ten times the strength, making it one of the strongest lightweight materials known.
Other groups had suggested the possibility of such lightweight structures, but lab experiments so far had failed to match predictions, with some results exhibiting several orders of magnitude less strength than expected. The MIT team decided to solve the mystery by analyzing the material’s behavior down to the level of individual atoms within the structure. They were able to produce a mathematical framework that very closely matches experimental observations.
Two-dimensional materials — basically flat sheets that are just one atom in thickness but can be indefinitely large in the other dimensions — have exceptional strength as well as unique electrical properties. But because of their extraordinary thinness, “they are not very useful for making 3-D materials that could be used in vehicles, buildings, or devices,” Buehler says. “What we’ve done is to realize the wish of translating these 2-D materials into three-dimensional structures.”
The team was able to compress small flakes of graphene using a combination of heat and pressure. This process produced a strong, stable structure whose form resembles that of some corals and microscopic creatures called diatoms. These shapes, which have an enormous surface area in proportion to their volume, proved to be remarkably strong. “Once we created these 3-D structures, we wanted to see what’s the limit — what’s the strongest possible material we can produce,” says Qin. To do that, they created a variety of 3-D models and then subjected them to various tests. In computational simulations, which mimic the loading conditions in the tensile and compression tests performed in a tensile loading machine, “one of our samples has 5 percent the density of steel, but 10 times the strength,” Qin says.
Buehler says that what happens to their 3-D graphene material, which is composed of curved surfaces under deformation, resembles what would happen with sheets of paper. Paper has little strength along its length and width, and can be easily crumpled up. But when made into certain shapes, for example rolled into a tube, suddenly the strength along the length of the tube is much greater and can support substantial weight. Similarly, the geometric arrangement of the graphene flakes after treatment naturally forms a very strong configuration.
The new configurations have been made in the lab using a high-resolution, multimaterial 3-D printer. They were mechanically tested for their tensile and compressive properties, and their mechanical response under loading was simulated using the team’s theoretical models. The results from the experiments and simulations matched accurately.
The new, more accurate results, based on atomistic computational modeling by the MIT team, ruled out a possibility proposed previously by other teams: that it might be possible to make 3-D graphene structures so lightweight that they would actually be lighter than air, and could be used as a durable replacement for helium in balloons. The current work shows, however, that at such low densities, the material would not have sufficient strength and would collapse from the surrounding air pressure.
But many other possible applications of the material could eventually be feasible, the researchers say, for uses that require a combination of extreme strength and light weight. “You could either use the real graphene material or use the geometry we discovered with other materials, like polymers or metals,” Buehler says, to gain similar advantages of strength combined with advantages in cost, processing methods, or other material properties (such as transparency or electrical conductivity).
“You can replace the material itself with anything,” Buehler says. “The geometry is the dominant factor. It’s something that has the potential to transfer to many things.”
The unusual geometric shapes that graphene naturally forms under heat and pressure look something like a Nerf ball — round, but full of holes. These shapes, known as gyroids, are so complex that “actually making them using conventional manufacturing methods is probably impossible,” Buehler says. The team used 3-D-printed models of the structure, enlarged to thousands of times their natural size, for testing purposes.
For actual synthesis, the researchers say, one possibility is to use the polymer or metal particles as templates, coat them with graphene by chemical vapor deposit before heat and pressure treatments, and then chemically or physically remove the polymer or metal phases to leave 3-D graphene in the gyroid form. For this, the computational model given in the current study provides a guideline to evaluate the mechanical quality of the synthesis output.
The same geometry could even be applied to large-scale structural materials, they suggest. For example, concrete for a structure such a bridge might be made with this porous geometry, providing comparable strength with a fraction of the weight. This approach would have the additional benefit of providing good insulation because of the large amount of enclosed airspace within it.
Because the shape is riddled with very tiny pore spaces, the material might also find application in some filtration systems, for either water or chemical processing. The mathematical descriptions derived by this group could facilitate the development of a variety of applications, the researchers say.
“This is an inspiring study on the mechanics of 3-D graphene assembly,” says Huajian Gao, a professor of engineering at Brown University, who was not involved in this work. “The combination of computational modeling with 3-D-printing-based experiments used in this paper is a powerful new approach in engineering research. It is impressive to see the scaling laws initially derived from nanoscale simulations resurface in macroscale experiments under the help of 3-D printing,” he says.
This work, Gao says, “shows a promising direction of bringing the strength of 2-D materials and the power of material architecture design together.”
The research was supported by the Office of Naval Research, the Department of Defense Multidisciplinary University Research Initiative, and BASF-North American Center for Research on Advanced Materials.
| A MITNews release | January 10, 2017 |

Craig Zoberis, 48, started his career at his father’s contract engineering business where he says he experienced a workplace culture he didn’t like.
So, in 2002, after getting an MBA from St. Xavier University in Chicago, he started Fusion OEM and focused not just on getting the product right but on creating a company where people want to work.
Today, the company, based in Burr Ridge, Ill., just west of Chicago, is a contract manufacturer of mechanical and electrical machines and components. It did $12 million in sales last year and made a profit. While lots of other manufacturers have moved operations to China or Mexico, Zoberis has kept his plant in the United States – and considers it a point of pride to pay his 55 workers above-market rates.
| Continue to the full Forbes article | January 8, 2017 |

Metal fabrication is essential to the green energy industry’s production of solar panels, natural gas lines, and wind turbines. How can we make the metalworking industry more environmentally friendly?
sheet metal fabrication, fabrication metal, metal fabricator, eco friendly, eco friendly products, sustainable, sustainability, sustainablity, sustainabilty, sustanability, sustainibility, welding, vacuum soldering, solder vacuum, soldering vacuum, friction welding, friction stir welding, linear friction welding, friction welder, diffusion welding, green technology, green technologies, green technolgy, metalworking, metal fabricationIf you’re familiar with the metal fabrication industry, you know that it’s a world steeped in tradition, forging fires, and the clanging of metal on metal. There are sparks and smoke, and sometimes risks from fumes or open flame.
No matter how you slice it, the creation of metal can be a messy business.
But now, it doesn’t have to be. With the invention of new technologies that help with the “greening” of the metal fabrication industry—along with a worldwide shift towards sustainable products and production—welding is moving more towards becoming what’s known as a “green collar job.”
It’s a pursuit that’s considered to be more ecologically friendly than ever before, plus it’s a trade with a bright future for those thinking about a career in welding.
Combine that with the fact that the green movement can actually save metal fabricators money in the long run, and there’s little reason not to embrace a sustainable initiative.
This is no small thing for an industry that’s been around for centuries.
Green-Collar Jobs
There are actually two ways for a job to be green: either it can produce eco-friendly products, or it can use manufacturing that’s environmentally sustainable, even if the final product itself can’t be considered green.
The Bureau of Labor Statistics explains that the former is referred to as the output approach—which “identifies establishments that produce green goods and services and counts the associated jobs”— and the latter is the process approach—which “identifies establishments that use environmentally friendly production processes and practices and counts the associated jobs”.
The process approach can be used in any industry, which makes it much easier to implement. Yet when it comes to metal fabrication, companies can have the best of both worlds.
A welding business can use the process approach if it incorporates environmentally friendly welding techniques, which could include vacuum soldering, friction welding, and diffusive welding. These may be cutting-edge techniques now, but in the future they could become more commonplace.
Still, you’re more likely to find metal fabrication companies utilizing the output approach: as the world moves towards more eco-friendly initiatives, there’s going to be more demand for metal that can help support green technology. We’ll touch on that more in the next section.
It’s also beneficial for metal fabrication companies to consider switching to green initiatives (e.g. change the process approach). There are numerous government agencies looking to provide support through assistance programs to help move more fabrication and manufacturers towards eco-friendly production.
For example, Fabricating & Metalworking mentions the Green Suppliers Network, established by the U.S. Environmental Protection Agency along with the U.S. Department of Commerce, which has a mission “to help small and medium-sized manufacturers stay competitive and profitable while reducing their impact on the environment.”
| Continue to full article | Dec 14, 2016 |

INDIANAPOLIS, IN – December 12, 2016 – (Motor Sports Newswire) – Race industry professionals from throughout the world gathered last week in Indianapolis, Indiana, for the three biggest business days in racing, also known as the 2016 Performance Racing Industry (PRI) Trade Show. Featuring thousands of manufacturers, new products and industry announcements, the annual trade event was a resounding success, as Showgoers left prepared and eager for more business heading into the 2017 racing season.
From the pre-Show seminars and special events, to the Grand Opening Breakfast with Rick Mears and Jeff Gordon, and the product debuts and unveilings on the Show floor, the race industry’s premier Trade Show was filled with education, networking and sales.
“This year’s show has been awesome,” said Bryce Mulvey of CP-Carillo in Irvine, California. CP-Carillo was among the more than 1,200 companies exhibiting at the 2016 PRI Show. “There’s been more foot traffic than ever,” said Mulvey. “It’s great to see all of our customers, and we look forward to the show every single year.”
Ashley Garrett of U.S. Legend Cars International in Harrisburg, North Carolina, agreed. “It’s been a great show. The attendance has been off the charts – even from last year, which was great. We had a lot of traffic and a lot of success. We had more domestic customers this year, while in the past it’s been more of the overseas market.”
Nonetheless, Garret noted, “We also had some of our foreign dealers from Japan, England and Ireland here that we don’t typically see during the year.”
International attendees, in fact, make up a significant group at the annual event. Attendees, who come from more than 70 countries, are often drawn to the world-renowned conferences that take place in conjunction with the Show.
Phil Pagen from Track Sport Engines in New Zealand, for example, attends PRI primarily for the two-day Advanced Engineering Technology Conference (AETC), which is held just prior to the PRI Show’s official opening day.
“We’re here (at AETC) just to get some ideas and hear what people have to say,” said Pagen. “The presentations are good, and there are a lot of interesting questions. There’s no place else for us to go and meet these types of people and make these contacts. This is another level for us.”
Pagen and the Track Sport Engines team stays for the PRI Show afterward, meeting with exhibitors and looking for new products. “It’s a big week for us,” he said.
In addition to brisk business on the Trade Show floor, the 2016 PRI Show featured:
RPM Update: The SEMA government affairs team updated attendees on the status of the Recognizing the Protection of Motorsports (RPM) Act. The bill was introduced in Congress in 2016 to clarify that it is legal under federal law to modify the emissions system of a street vehicle for exclusive racing purposes. While optimistic about working with the incoming administration and the new Congress, the SEMA team nonetheless urged racing professionals – especially business owners – to continue reaching out to lawmakers when the bill is reintroduced for consideration in 2017.Hot Rodders of Tomorrow (HROT) Engine Challenge: Showgoers watched in awe throughout the week as students from all over the country competed for the quickest time disassembling and reassembling a small block Chevy engine. As they twisted, turned and bolted, Team Comp Cams, led by instructor Chris Overfelt, bested the competition with the fastest average time of 17 minutes and 43.3 seconds. Also of note was Team Fragola, which placed third and received the fastest perfect engine run time.Seminars: Complimentary seminars featuring numerous industry experts took place throughout the Show. Many were technical in nature and touched on engines and performance, while others were more general and focused on digital marketing and eCommerce. Among the most popular sessions was Corey Perlman’s seminar titled “Social Media Overdrive.” Attendee Stephanie Leonard of Southsidemachine.com in Akron, Ohio, found several helpful pointers from the seminar that she planned to implement when she returns to her business. “As a small company trying to use social media to get our products out there, it’s really made sense to use social media to drive customers to our website instead of just showing new products or describing what we have going on, but go here to buy them,” she said.
Additional recaps from the 2016 PRI Show, including a photo gallery, can be found at www.performanceracing.com/tradeshow.
Showgoers and organizers are now looking ahead to the 2017 PRI Show, set for December 7–9 in Indianapolis, Indiana.
| Source: Performance Racing Industry |

The expression “balls to the wall” has far less to do with male anatomy and quite possibly far more to do with the mechanical engineering genius of the steam engine.
Of course, almost nobody would know an exact reason for why the expression came to be so commonplace. You can kind of deduce it means that you’re going all-out, or perhaps giving it all you’ve got. The expression and that meaning actually likely originated with the steam engine; specifically the centrifugal governor used to keep things from blowing up.
Of course these origins are always contested, but his one seems pretty good. Oddly enough, I found what is the most likely explanation . . . .
| Continue to full article and video | Dec 13, 2016 |
After questions were raised about six buildings in Masterton by one of our members, IPENZ alerted the Ministry of Business, Innovation and Employment (MBIE). This resulted in initial seismic assessments of these six buildings, followed by more detailed assessments, which raised questions about the engineering of the buildings.. There have also been assessments of a number of other buildings.
IPENZ is commencing an own-motion inquiry into the circumstances surrounding the engineering design and construction of these six buildings in Masterton. IPENZ cares deeply about public trust and confidence in our engineers and we need to get to the bottom of what has happened here. The best way to do this is to investigate what has happened.
Own-motion inquiries are best reserved for matters with broader systemic implications. They are different from own-motion complaints. They allow us to look into the circumstances before determining whether any action needs to be taken in relation to individual engineers.
Our responsibility is to investigate matters as they relate to individual engineers. But engineers are part of a system. Everything happens within a context and it is important that we understand context at an individual, systemic and sector-wide level. This will form part of the Inquiry.
The Inquiry will look at what happened, why and what we can learn. This could include the adequacy of oversight, supervision, and quality assurance processes; and broader issues involved in the engineering review of those designs and construction monitoring.
The first step of the process is to gather facts and identify issues to determine whether any individual engineers need to be investigated further. It’s also to consider whether there are any systemic or contextual factors that may require a response from IPENZ.
The Inquiry will take a neutral, deliberate approach and is likely to take some months.
| An IPENZ release | Dec 01,206 |

Palace of the Alhambra, Spain
By: Charles Nathaniel Worsley (1862-1923)
From the collection of Sir Heaton Rhodes
Oil on canvas - 118cm x 162cm
Valued $12,000 - $18,000
Offers invited over $9,000
Contact: Henry Newrick – (+64 ) 27 471 2242

Mount Egmont with Lake
By: John Philemon Backhouse (1845-1908)
Oil on Sea Shell - 13cm x 14cm
Valued $2,000-$3,000
Offers invited over $1,500
Contact: Henry Newrick – (+64 ) 27 471 2242

|
|